The equipment is composed by two electrical heated rotary kilns, with metallic rotary tube each, plus a transport system to feed and discharge the material.
In the transport system also a bulk bag handling station is present.
Both kilns are independent gas tight units and could be heated up to 1100 °C. A cooling zone (indirect cooling) is also present.
Rotary kilns are mounted on a profile steel tilting frame and are adjustable horizontally together with its inclination, via a hydraulic cylinder and pump.
The kilns could be used for thermal treatments (i.e. reduction and oxidation reactions)
Operation time (heating up, heating, cooling down): approx. 4000h
Electrically heated gas tight rotary tube furnace with cooling zone (indirect cooling), 3 heating zones, hydraulic inclination adjustment, gassing unit
Inner diameter rotary tube: 300 mm
Outer diameter rotary tube: 308 mm
Heated length: app. 3000 mm
Quantity of heating zones: 3 (750/1500/750 mm length)
Material rotary tube: 1.4835 (Avesta 253 MA)
Max. operating temperature in furnace room: 1150°C
Max. continuous temperature in furnace room: 1100°C
Heating up time with metal tube: max. 10°C/min
Heating power of each zone: app. 19/38/19 kW
Heating elements: Kanthal A1 heating coils in Fibrothal-half shells
Electrical connection value: app. 100 kW
Current supply: 400 V / 3 phases / PE / N / 50 Hz / 115 kVa
Rotary tube speed: Steplessly adjustable from app. 1…10 U/min
Rotary tube inclination: Hydraulic steplessly adjustable from app. 0…5°
Cooling: Indirect air cooling
Cooled length: app. 1500 mm
Rotary tube material cooling area: 1.4301
Cooling water: app. 0.5m3/h (3-4 bar)
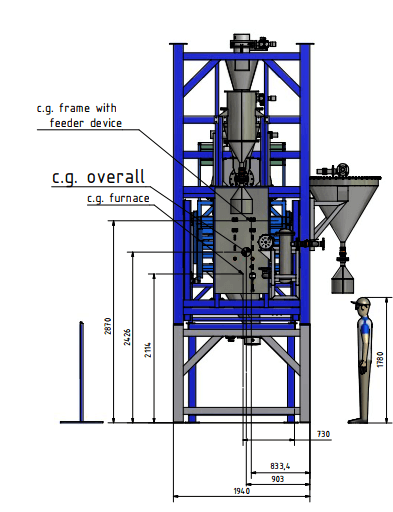
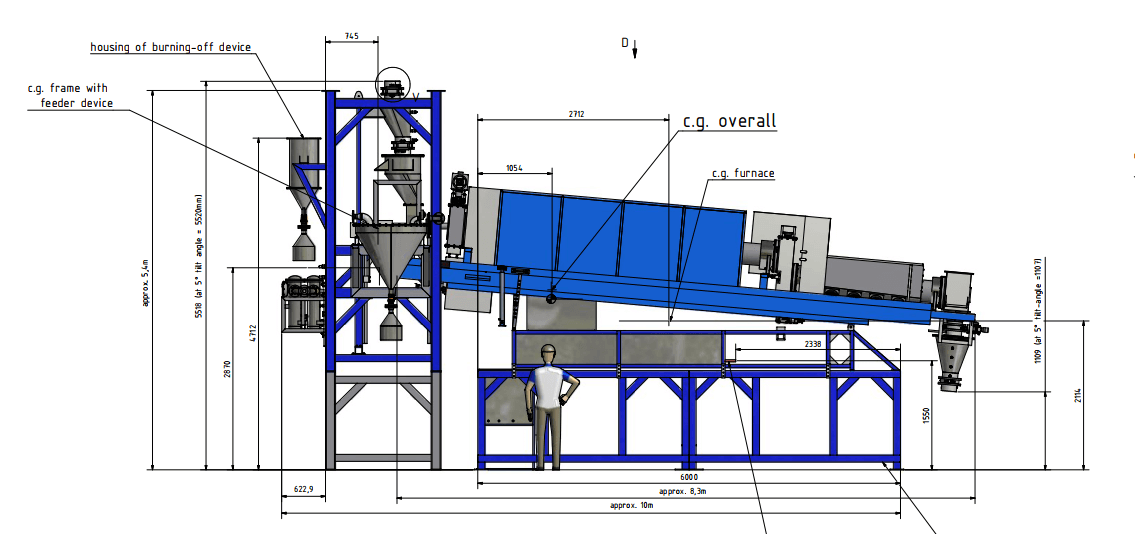
Outer dimensions of the unit (tilting frame horizontal, without transportation aggregate): app. 8250 x 1500 x 2000 mm (L x W x H)
The material is fed into the heating zone of the kiln through an automatic and software controlled transport unit; once the thermal process is terminated, the material is transported to a cooling zone and then discharged.
The automatic and software controlled transport system allows also to collect the material in a bulk-bag.
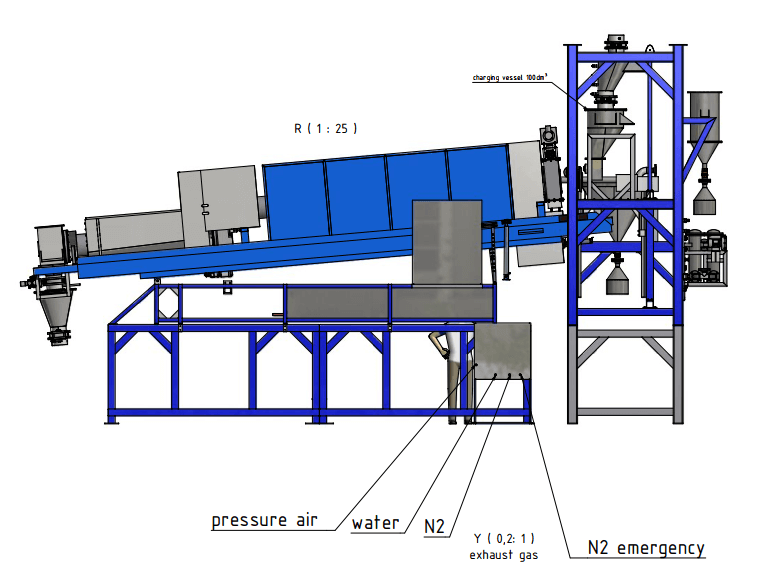
Process gases like air and nitrogen could be introduced into the kiln via a MFC; the gases used in the process, after passing through a filter, are eventually sent to a burner by a dedicated exhaust gas line.
For every kiln, N.4 filters are installed; each filter has its own control unit for an automatic cleaning of the cartridges.
Furnaces are gas tight and a series of environmental sensor is present to detect any leak.
Each furnace has a separate switch unit, designed for operating, control, temperature regulation and supervision of the rotary tube furnace.
Every process operation of the kiln is controlled by a program controller. The software is protected by password, for different user levels.
Moreover all the safety of the process (such as overtemperature, gas leakings, internal clogging, level sensors) is controlled by the installed software. UPS for emergency, used to control the shutdown of the furnace and the rotary tube emergency drive.